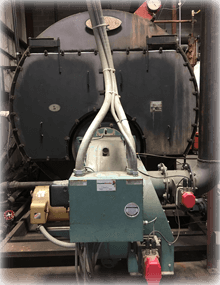
Situation/Problem They hove 2 boilers: primary boiler is a York-Shipley fire tube boiler roted al 24,000 pounds per hour; standby boiler is a Cleaver Brook water tube bailer rated at 20,000 pounds per hour. Their steam usage in the summer is 8,000 ta 12,000 pounds per hour; winter usage is 14,000 to 20,000 pounds per hours. A significant amount of hot water is needed to produce the steam, resulting in high energy usage. After dissolved solids build up in a boiler, the equipment needs ta “blow down” in order ta send the impurities dawn the drain. Prior to the installotion of equipment, they were blowing down approximately 4500 gallons of waste water per day. Feed water to boiler wos 210 ports per million (TDS), or 12 groins per gallon on overage. Heating water with a high level of TDS causes significant scale build-up. Heeling elements in the boiler hove to heat through the scale before reaching the water, thus causing high energy use. for boilers, it’s best to hove no more than 3-5 groins per gallon or ideally, less than […]
Situation/Problem Cadbury Adams uses a couple hundred gallons of water per day. They had high salt usage, and large amounts of brine discharge to the sanitary systems. Brine is highly salty and contains heavy metal and organic contaminants – not environment-friendly. Solution Cadbury Adams is concerned about environmental issues and voluntarily makes improvements wherever they can. We showed them how we could integrate brine reclaim and save them significant money on salt usage. There would be less brine going down the drain and they would be helping the environment as well. Equipment Installed/Services Implemented New electronic control for brine reclaim. Results/Customer Benefits They won the 2004 IL Governor’s Award for Pollution Prevention. Through 9 months, Cadbury Adams saved 221,380 lbs. of salt valued at $8302 and discharged 490,400 gallons less at a savings of $2,207 on sewage bills. They also save approximately $320/month in labor. In total, the customer estimates a savings of $14,439 in one year. Culligan Advantages Strength of Culligan reputation. Reputation of the dealership and local service. Customer focused service department. Calculation of brine reclaim savings projection. […]
Cadbury Adams uses a couple hundred gallons of water per day. They had high salt usage, and large amounts of brine discharge to the sanitary systems. Brine is highly salty and contains heavy metal and organic contaminants – not environment-friendly.
Cadbury Adams is concerned about environmental issues and voluntarily makes improvements wherever they can.
We showed them how we could integrate brine reclaim and save them significant money on salt usage. There would be less brine going down the drain and they would be helping the environment as well.
New electronic control for brine reclaim.
Situation/Problem The correctional facility has 25 grain hard water. They had a softener system with 8 different install locations. Six were outdated and needed to be replaced. They agreed to also replace the other 2 locations that had non-Culligan equipment. The hard water had caused so much damage to their massive boilers that they needed to be replaced. All drains, toilets, etc., in prisons need to hove stainless steel grates to prevent inmates from hiding dangerous objects. Shower stalls need to be stainless steel, as well, since tile is sometimes broken off and used as weapons. Hard water eats away at stainless steel, and the cost to replace would be enormous. Solution Multiple Water Softeners Equipment Installed/Services Implemented Quad Plex Softeners. Duplex Softeners. 6 x Triplex Softeners. Custom Built Central Brine Pumping Stotion. Results/Customer Benefits Soft water throughout facility reduced service on boilers, domestic hot water heaters, and cooling lowers. Reduced mointenonce/replocement of fixtures, drain screens etc. The facility realized the significant reduction in overall maintenance costs related to hard water problems. Brine reclaim. Quad Plex was installed in main […]
Multiple Water Softeners
Culligan International Company, a global innovator of high-quality water treatment solutions for business and residential use, announced today that Culligan International (Emirates), its affiliate in Dubai, has been named as the water treatment contractor of choice for the world’s soon-to-be tallest building, the Burj Dubai skyscraper. Also known as the Dubai Tower, the $1 billion venture, which is promoted by Emaar Properties, is expected to be completed by the end of 2008. It is located in the heart of the Downtown Burj Dubai district in the United Arab Emirates (UAE) and will be more than 700 meters (2,296 feet) and more than 160 stories tall. This flagship construction project attracted competitive bids from all over the world, and Culligan’s Dubai affiliate was selected to provide multimedia filters to supply drinking water to the building as well as chilled water treatment for the tower’s air conditioning system. “The Dubai Tower is a showcase of the world’s best in class technology. Culligan’s selection is a testament to the value of Culligan’s water expertise and advanced water treatment solutions on a global scale, […]
Culligan International Company, a global innovator of high-quality water treatment solutions for business and residential use, announced today that Culligan International (Emirates), its affiliate in Dubai, has been named as the water treatment contractor of choice for the world’s soon-to-be tallest building, the Burj Dubai skyscraper. Also known as the Dubai Tower, the $1 billion venture, which is promoted by Emaar Properties, is expected to be completed by the end of 2008. It is located in the heart of the Downtown Burj Dubai district in the United Arab Emirates (UAE) and will be more than 700 meters (2,296 feet) and more than 160 stories tall.
This flagship construction project attracted competitive bids from all over the world, and Culligan’s Dubai affiliate was selected to provide multimedia filters to supply drinking water to the building as well as chilled water treatment for the tower’s air conditioning system.
“The Dubai Tower is a showcase of the world’s best in class technology. Culligan’s selection is a testament to the value of Culligan’s water expertise and advanced water treatment solutions on a global scale, given the scope of this project and the technology required to bring it to fruition,” said Jim Coleman, Chief Marketing Officer, Culligan International Company.
For more than 70 years, Culligan has been recognized as a world-leading provider of water softeners and filtration systems that improve water quality in the home and workplace. The company also makes a significant investment in research and development initiatives that support better, cleaner water. Specifically for the Burj Dubai skyscraper, the Company will provide: